

Making the leap from single-sided printed circuit boards to double-sided boards presents a few challenges but the rewards are worth it. With two-sided boards, traces can now cross over each other, increasing density without point-to-point soldering.
Double-sided CAD image
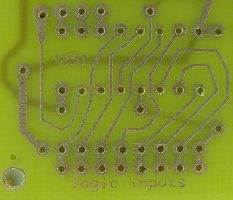
Design the board using a CAD (computer-aided drafting) program and print to iron-on film just as you would for single-sided boards. The obvious difference is that the films aren’t two separate boards, but two layers of the same circuit. Design the two sides to interact with each other, passing signals and voltage from one side to the other. Dead-ends can now pop up, cross over, and pop down.
Add four alignment holes in the corners of the circuit. A circle with a cross hair (plus sign) is a good shape to guide your eye.
Don’t clump the alignment holes together or place them all in the same line. The farther apart and less square with each other the greater their ability to indicate imprecise alignment. However, the holes must be in the identical places on both the front and back sides.
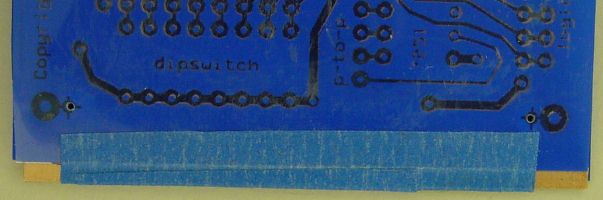
Before transferring the image from the film, alignment holes are drilled
The hardest part of two-layer circuit is getting them to align with each other. The registration must be extremely exact; being off by one-tenth of an inch in any direction would mean a hole from the top layer would drop down to the wrong path on the bottom layer. In practice, you shouldn’t be off by more than one-fiftieth of an inch.
Here’s the method I use that results in very good alignment every time:
This may seem like a lot of work (it really isn’t). Remember, the double-sided board is going to be worthless if the two sides are supposed to access each other’s lines but fail to because of misalignment (poor registration).
After aligning, iron as usual, paying special attention to the corners and areas near tape. One of the advantages of using tape and peel-off film is that on side of the film can be peeled away but dropped back in place if some of the image failed to transfer. (A portion of the tape holds the film in the same orientation.) I found I could peel back to peek and then re-iron bad spots over and over until they stuck.
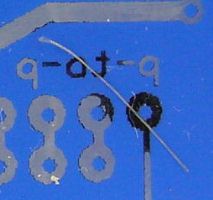

Film transfer prevented by hair (left) and drill dust (right).
After drilling the alignment holes, ironing the film, and peeling it off, I realized some of the resist (toner from the image) failed to transfer to the copper. One of the culprits was a stray hair (ick!). The black areas in the picture indicate the damaged (missing) areas of the circuit.
However, by far the biggest problem was the dust from the alignment holes that had been drilled. Now I know to clean the board and film after drilling! Luckily, the alignment holes were not part of the circuit, they were just guides. Also, with some exceptions, I avoided designing traces near the edges or holes.
Black marker filled in some damaged traces
The damaged traces were connected or filled-in by drawing directly on the copper with a black, permanent marker. By letting the ink dry for 2 hours, the marker adequately protected the underlying copper during etching. However, the hand-drawn traces and circles are rather crude, and I suspect the copper is thinned slightly in those areas.
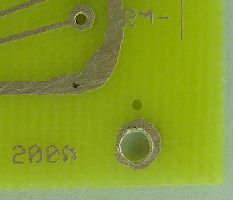
Translucent board registration
After etching, when held up with a light behind it, the translucent board shows both layers. In this case, alignment is excellent, with traces ending and passing through to the correct trace on the other side.

Beautiful!
After inspection, all holes are drilled. This time I used a thinner (1 millimeter) board and drilled at maximum Dremel speed. I managed to drill through the center of almost every hole and I didn’t break a single bit.
Notice that some of the traces cross in-between pins of the DIPs. This forced me to use much smaller trace widths (0.015 inches) and not use the larger hole pads on some pins. The traces etched perfectly fine. And with very careful drilling in those areas, I avoided any problems.
Soldering was easy on even the smallest and most adjacent pads because of the clinging nature of clean copper, the surface tension of solder, and the slickness of the insulating board. A fine tip soldering iron was helpful.
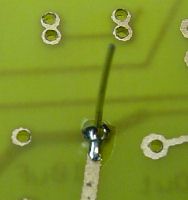
Bare bus wire connecting layers through a hole
A hole is drilled whenever a trace pops up to the opposite layer on the board. On professionally-manufactured boards, these holes are plated through. That is, the inner portion of the hole has metal connecting the top layer to the bottom layer.
Because my board’s holes are hand-drilled, there isn’t anything connecting the trace on the top layer to the trace on the bottom layer below it. After drilling, every through-hole that transitions a trace from one side to the other must be connected with bare wire through the hole and soldered on both sides.
Component holes are left open for the components of course! Because of this, if a trace is supposed to be soldered to component whose leads are on the opposite side of the board, be sure to place a through-hole near the component to bring the trace to the correct side. (It’s difficult to solder a non-surface-mounted component onto the same side as the trace.)

Be careful that through-holes don’t raise up the surface too much
Be careful though, not to place a through-hole too close to the side of a DIP chip or socket. The top-layer soldered hole on the left is too close to the DIP holes. The socket doesn’t fit snugly against the board because the through-hole wire and solder raises up that portion too much.
Conversely, the through-holes nearer the middle are just fine. Also, professionally-made PCBs don’t usually suffer from this problem, as the holes are plated on the insides more than the tops and the bottoms.
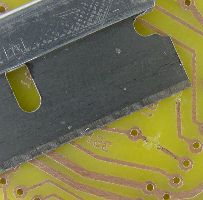
Traces cut with a razor blade
One of the major advantages of creating your own homemade circuit boards is the opportunity to test them before placing an expensive order. As it turns out, two of my connections were going to the wrong pins.
Use a razor blade (be careful!) to cut or shave-off the copper layer from bad traces. A few point-to-point wires can supply the new connections.
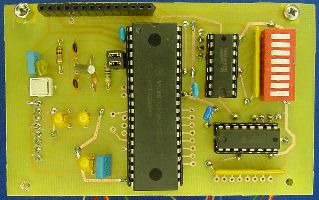
Finished board with components mounted
The finished board has through-hole components. Logic chips and a GP32 microcontroller are mounted in sockets. This circuit is very similar to Bugdozer’s brains.
But what about surface-mounted components? Let’s take a look at that next.